

















Within the respective fields of electrical and telecommunications implementation involving CPE (communications power equipment), cable is essential to the operation of power supply and transmission of signs. This blog aims to guide the reader through the notion of CPE cable, its construction, the type of insulation, and its end use in the different sectors of the economy. Reporting results, readers will know the fundamental characteristics of CPE cable construction, working performance, and essential factors to consider when selecting the right cable for the proper purpose. Whether you are a professional with experience or are just getting started with this vital part of communication infrastructure, our thorough explanations will help you understand CPE cables easily.
What is CPE Cable?

Understanding Chlorinated Polyethylene (CPE)
Chlorinated polyethylenes, often termed CPEs, are semi-synthetic polychlorides but differ from polyvinyl chlorides in that they are polyethylenes treated with chlorine. This alteration increases its usefulness, making CPE applicable in various fields, notably telecommunications and electrical engineering. The properties of CPEs include high stability to chemical elements, heat and elasticity, and leathers, which are necessary when working with insulation systems for cables and other wiring in extreme conditions. Also, the flame-retardant properties of CPEs assist in the safety features of electrical work. Indeed, CPEs do not only improve the quality of communication cables but also the durability of the cables to deliver power and signal of 600 volts for many years.
Types of CPE Jackets
CPE jackets come in different types and formulations designed to serve specific functional needs in various conditions. The primary types include:
- Regular CPE Jackets: These are standard and do not have any special features. They are used for general purposes, protecting against the elements and moderate physical abuse, such as moisture. They can be used for standard dry-in-wall type fittings.
- Heavy-Duty CPE Jackets: Suited for much harsher environments, these jackets offer superior strength and resistance to chemicals, the sun, and temperature-changing extremes. They are perfect for outdoor uses and industrial activities, especially when combined with multi-conductor control arrangements.
- Weather-Resistant CPE Jackets: These jackets also insulate cables to prevent moisture penetration, allowing the insulated cables to be used outside. They also have internal protections that enhance the life of the cable’s insulating jacket.
- Flame-Retardant CPE Jackets: Whatever the form of manufacturing or end usage, whether aimed at the end user or any other concerned body, all applications are fireproof to some degree. That is critical in areas where fire regulations are very strict, particularly in the case of cable trays.
- Low-Temperature CPE Jackets: These jackets are manufactured to ensure flexibility even at low-temperature levels, thus enabling cables in colder states where other variants would harden and crack due to the low temperatures.
Different types of CPE jackets serve other purposes, enabling users to choose the most fitting option depending on the weather conditions and the application’s needs.
General Applications of CPE Cable
Due to their wide range of protective features, CPE cables are used for diverse activities in various sectors. Some of the instances include:
- Telecommunications: In communication networks, CPE cables are needed that will withstand harsh conditions and give flexibility in positioning. This applies to both indoor and outdoor installations, where reliability in data transfer is of the utmost importance.
- Industrial Automation: CPE cables are used for wiring machines and controllers in industries, mostly in manufacturing and processing, due to their inertness to chemicals and even extreme temperatures.
- Residential and Commercial Wiring: Many people have been using CPE cables during electrical installations as part of construction works due to their waterproof and flame-retardant features, improving safety and performance.
- Outdoor and Marine Applications: Most CPE cable weatherproof designs are utilized in open areas, such as lighting devices and marine applications that warrant protection from the elements.
Thus, by choosing a suitable type of CPE cable for a particular task, the needed performance and life span of the CPE can be achieved according to the operational requirements.
Benefits of Using CPE Jacket in Cables
Flame Resistance Properties
CPE (Chemically Modified Polyethylene) jackets have flame resistance with a high grade, which is an imperative quality in the design of electrical cables. National Fire Protection Association Code 70E manufactures these jackets. They are usually categorized as FT1 or FT2, which means they can withstand burning and prevent the spread of fire when exposed. Flame retardant incorporates certain additives into the CPE materials to reduce smoke and toxic gas emissions emanating from the material if it were on fire. This property is especially relevant for industrial, household, and commercial use, where fire poses a real danger, and adherence to safety procedures is a legal requirement. Through CPE cables with better flame retardant properties, users can reduce fire risks without affecting their electrical systems’ performance and operational safety, specifically tray applications.
Durability and Flexibility
It is not unusual to come across applications in which functional CPE jackets boast of reasonable adaptability and robustness. The said products withstand damage by wear and moisture and extreme and varying temperatures that would otherwise compromise the state of the cables. Cables that withstand such overloads due to increased abrasion enhance the longevity of such products, but wear and tear that call for replacement do not often arise. Also, incorporating CPE does not interfere with ease of installation, which is an advantage, especially in modules or tight spaces with numerous angular junctions and fittings. This balancing act in perfecting strength and versatility enables CPE jacketed cables to be used in areas where static and dynamic conditions are experienced, such as the robocall industries and automotive, as well as mobile equipment where users are assured of perfect working solutions throughout the time.
Oil and Chemical Resistance
The most striking feature of the CPE materials is their excellent resistance to oils and chemicals. Hence, such materials are an advantage where such exposure is frequent. The reason for this is the unique molecular structure of CPE, which prevents hydrocarbons and other aggressive chemical compounds from penetrating through the surface of the cable. Therefore, CPE-filled wires can be safely used in industries that employ chemical substances, including solvents, fuel oil, cleansing chemicals, and others, which are often regarded as very harsh, without compromising the integrity of the CPE shells over time. This applies especially to electrical installations with long service life and minimal operational maintenance replacing and hence replacing operational costs in the future. Industries use CPE materials to ensure performance and reliability are achieved under critical chemical exposure.
How is CPE Cable Constructed?
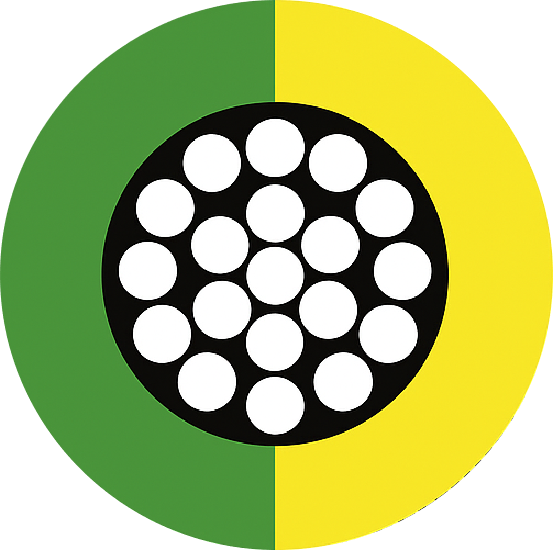
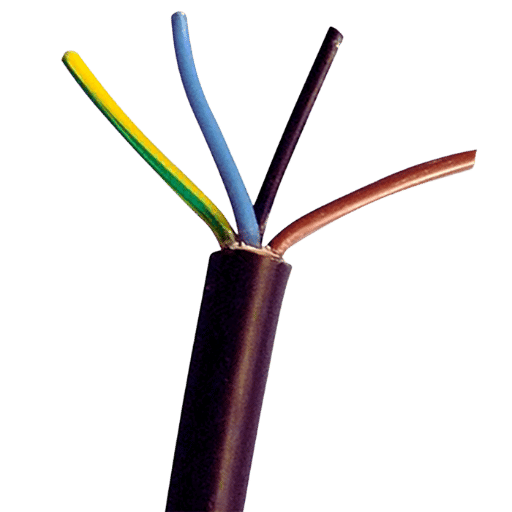
Role of the Conductor
A conductor in a CPE-jacketed cable is the most crucial part since it is responsible for transporting electrical energy from the source to the end-user device. Cables may have conductors made from either copper or aluminum, or both, as they are good conductors of electricity; most people go for them to cut down power loss due to resistance during transportation. When working with CPE cables, their conductors have their dimensions and materials determined according to the current they are expected to carry at most for effective working. In addition, the internal conductor can be designed as stranded or as a solid core, which increases the flexibility or rigidity of the cable’s internal structure, which is beneficial in cases where cables are constantly repositioned or bent. A conductor’s selection and design are fundamental to the whole cable assembly’s performance, safety, and effectiveness. Thus, this factor is critical to the operational capacity of CPE-jacketed cables.
Insulation Materials and Techniques
The insulation plays an essential part in CPE cables in that it acts as a protective cover to the conductors from the ambient but at the same time maintains dielectric strength and safety. Insulating materials are primarily polyvinyl chloride (PVC), thermoplastic elastomers (TPE), and cross-linked polyethylene (xlpe). All the materials have their benefits, for instance, PVC is low in prices and does not rust easily, whereas XLPE is more heat-resistant and works well even under high temperatures.
Insulation application techniques primarily depend on extrusion principles, where plastic in a molten state is evenly coated on a conductor to cover it completely. Usually, it is aimed at processes such as curing or cross-linking of thermoset polymers, which increase the insulation layer’s strength and temperature resistance, particularly in crosslinked polyethylene systems. Improvements within recent encapsulation production techniques have also included using compound blends and additives, which were developed to provide more excellent resistance to rubbing, UV exposure, and chemical attack of the insulation materials, making them more suitable for a wide range of industrial processes. All the new developments have complied with the industry parameters and regulations, thus CPE cables type TC and the rest work adequately when subjected to harsh conditions.
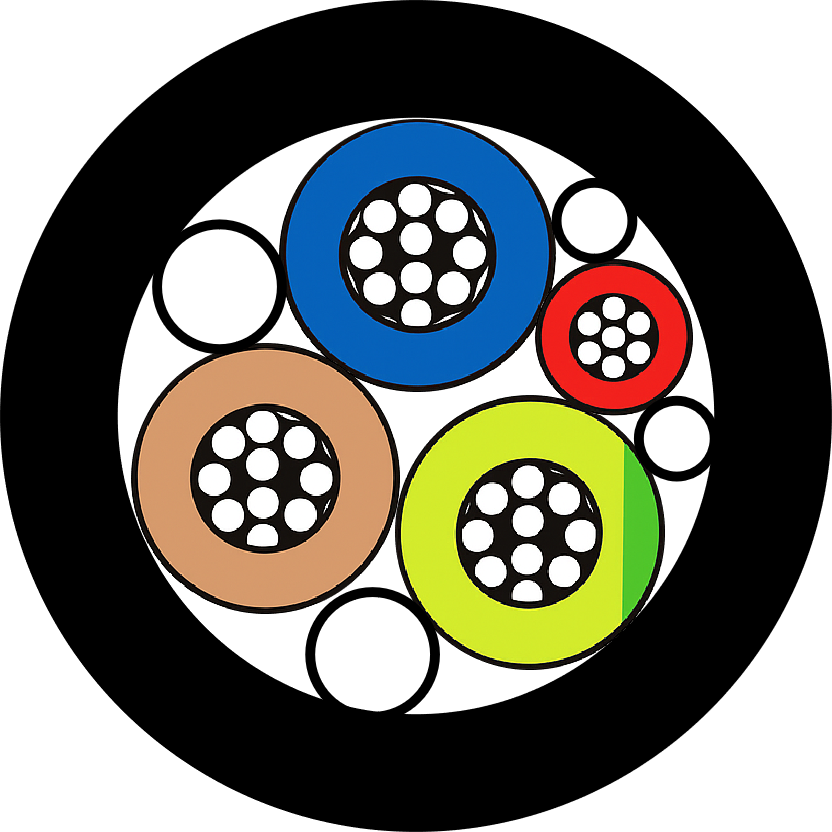
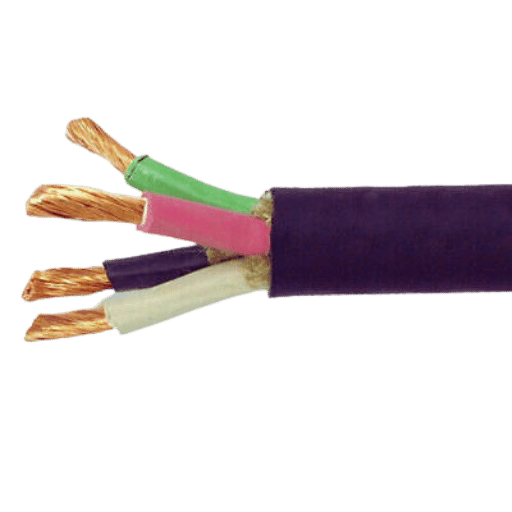
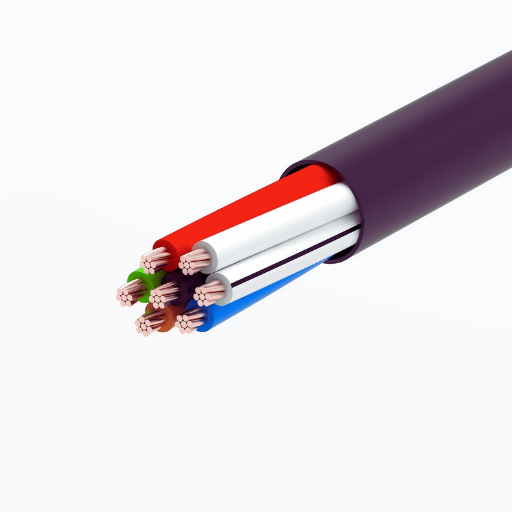
Multi-Conductor Configuration
The multi-conductor configurations used in CPE cables are important for installations like type TC that require simultaneous signal transmission. Typically, these structures comprise a few insulated conductors arranged in a cylinder, which can allow for quick installation in a small package. This helps to reduce the electromagnetic interference (EMI) and cross-talk between the conductors to maintain the signals.
In most cases, the conductors are stranded in tangled groups referred to as twisted pairs to improve the functioning of the machines by decreasing the EMI. Moreover, multi-conductor cables help save space and enhance the ease of installation of devices, especially where the mounting space or the conduit available is small. The choice of configuration of the conductors is crucial since some changes in the number and arrangement of the conductors may change some performance parameters like impedance and capacitance. When these factors are well considered in such an application, they enhance the efficiency of communication systems. As such, multi-conductor configurations are essential in the overall cable design of industrial and telecommunication systems.
Common Applications of CPE Cables
Industrial and Control Cable Uses
Due to their durability and flexibility, CPE (Chlorinated Polyethylene) cables are widely used in several industries. They are commonly used in places that require resistance to extreme conditions, such as chemical plants, petrochemical plants, and production facilities. Their excellent insulative properties allow them to be used in control circuits of automated systems.
CPE cables are also frequently used in utility applications to provide transmissions between a power source and control features. They are useful in outside installations like communication networks because they resist abrasion, UV, and various chemicals. These cables are also designed to be flame retardant, which increases safety within industries and emphasizes the role of such wires in interconnections between structures and equipment.
Power and Distribution Cables
Power distribution cables are significant in any electrical setup as they transport electric energy from the supply points to the end users. These cables protect internal wires against large electric currents and high voltage with high efficiency, especially with crosslinking features. These characteristics are familiar with power cables, including the conductor details, types of insulation, and overall configuration, which are done with certain conditions and applications in mind.
Power cables are usually made of several inner metal wires, each covered in a protective coating, and mainly made out of materials that have high cross-link even to the fullest extent. They commonly use power line terminations, substation connection points, and feeding industrial machines. Distribution cables, common features in city power systems, are also made for above-ground and below-ground applications, critical for ensuring a proper electricity supply.
Due to the ever-changing world of technology, there are undoubtedly specially-made cables that can withstand high temperatures and even chemical toxicity, meaning they can be used in industries and homes. Choosing suitable power distribution and cables is an important factor that ensures the continuity of the system as well as the electrical safety of the structures.
Direct Burial Applications
Direct burial applications involve the installation of cables straight into the earth without utilizing any other conduits or encasing forms. This technique includes some benefits, such as reducing the usage of materials and the time needed for installation while still providing satisfactory protection from adverse effects such as water and external impacts. The cables created for this application are strong enough to have a moisture-type construction and are also soil or soil-based environment-resistant during cable installation.
The most typical usages of this cable type are in-house wiring, telecommunication cabling, and powering grids in business and industrial applications. Installing cables that meet local building and main electricity code requirements and international cable standards is very important for performance and safety over time. Apart from that, appropriate installation methods, such as sufficient installation depth and bedding materials, greatly enhance the reliability of direct burial systems. Lastly, the quality of direct burial methods varies depending on the planning and choices of the types of cables required for the intended application.
How to Choose the Right CPE Cable?
Determining the Appropriate AWG
Consider these things to ensure that the proper American Wire Gauge (AWG) is used for safe and efficient electrical installations. Chosen correctly, a wire gauge will determine the amount of current flowing through it: The smaller the gauge (with lower AWG), the more current is drawn, whereas the opposite is true for larger gauges, e.g., more than 30 AWG.
The first step is to establish the application specifications, particularly the maximum total load in amperes that the circuit will be subject to. It is also critical to consider the wire run because, in long runs, a large gauge may be required to prevent voltage drop. In addition to this, outside factors such as temperature and enough insulation, which may be contributed by ventilation, may also affect safety and performance factors.
It is good practice to refer to the tables of the National Electrical Code (NEC) for more accurate evaluations of ratings of different types and insulation of wires, particularly if the application is rated at 600V. The commonly employed AWG sizes for residential purposes comprise 14 AWG for light and receptacle circuits and 12 AWG for circuits feeding hefty devices. Moreover, if you intend to make your selection, make sure that you observe local laws and manufacturer’s instructions to maintain safety and performance in electrical systems.
Evaluating Environmental and Industrial Requirements
When selecting CPE cables for particular environmental and industrial circumstances, many parameters that could affect the overall quality and longevity must be considered. These comprise extreme temperatures, chemical or moisture-related exposure, and physical stress due to weather. For example, cables meant for outside installation should be weather—and sunlight-protected against ultraviolet rays and moisture. In contrast, Industrial-use cables need enhanced heat and chemical-soaked areas resistant to the cable’s outer covering.
Also, cable insulation must be another issue for consideration since particular substances like thermoplastic elastomers or cross-linked polyethylene are more flexible or resilient under extreme conditions to avoid damage to the cable. The surroundings are also of paramount concern because cables installed in narrow spaces would be obliged for specific flame protection to be legally allowed. Commitment to the various standards and recommendations, like those of the National Electrical Manufacturers Association (NEMA) and the International Electrotechnical Commission (IEC), will help pick cables that guarantee performance and safety in numerous industrial applications.
Consulting with Cable Manufacturers
When dealing with wire manufacturers, it is essential to be specific about your needs and applications. For instance, start by explaining how and in what conditions the cables will be used, how much load they will be subjected to, and which regulatory requirements, if any, should be adhered to. Since this is clear, cable manufacturers can assist in recommending the types and constructions of the cable that will best suit the requirements.
It may also be necessary to ask for product data sheets and other documentation, including technical specifications, which may reveal information on the materials’ expected performance characteristics and certifications. Ask about cable quality assurance issues and how they are tested to satisfy standards like UL, IEC, or ISO—all of which are essential to a wire manufacturing company. Taking advantage of cable manufacturers’ skills will assist one in the procurement process and provide help concerning the installation and maintenance of the cables to enhance their efficiency, so time will not be lost.
Reference Sources
Frequently Asked Questions (FAQs)
Q: What is CPE wire and cable?
A: CPE wire and cable refer to wire and cable made of the polymer chlorinated polyethylene, used as a wire-insulating material. Such cables are highly appreciated because of their remarkable flameproof nature and ability to withstand harsh conditions.
Q: What makes CPE insulation suitable for your organization, especially in specific applications?
A: CPE insulation is preferred because it combines flame resistance, durability, and flexibility. It is also hard to use chemicals and mechanical abrasion, allowing it to be used in high-tech industries.
Q: What conductor types are employed in the CPE wires and cables?
A: CPE wire and cable are generally supplied with copper conductors owing to their high conductivity and softness. The wires may either be stranded or solid depending on the application and performance needs of the cables, for example, in the unshielded wires.
Q: Do CPE wires apply for high voltage ratings?
A: Yes, CPE wires are mostly rated for up to 600 volts and can, therefore, handle high-voltage applications with ease. Consequently, they can be used in power distribution and motor control systems.
Q: What is the high temperature applicable to the standard CPE insulated wires?
A: The standard operating temperature for CPE insulated wires is not exceeding 90 °C. This temperature rating allows these wires to be used in the most challenging situations without failure.
Q: Is it appropriate to use CPE wire in hazardous areas?
A: Yes, CPE wire is commonly found in Division 2 hazardous locations in compliance with the code, especially those with crosslinked polyethylene construction, for safety reasons. It has been well constructed to withstand such conditions.
Q: Do CPE wires have applications in the ground, if any?
A: Yes, CPE wires can be used in ground applications. They are insulated with strong jackets and have good electrical characteristics, which adds security when used in grounding.
Q: What sizes of CPE wire and cable do you have in the market?
A: The most common CPE wire sizes available are 12 AWG, 14 AWG, and other AWG sizes. These sizes are helpful in various installations, ranging from low-power measuring instruments to high-power electric systems.
Q: What are the advantages of CPE wires over other wire insulation materials?
A: On the contrary, compared to other heating cables, which are thermoplastic or rubber insulation, CPE wires have better flame retardant abilities and chemical-resistant properties. They are also more elastic and can bear greater temperatures.
Q: Where can I get CPE wire and cable?
A: CPE wire and cable can be obtained from specialized suppliers, like Allied Wire and Cable. These suppliers have a rich product line and can offer anything you need, including crosslinked polyethylene (CPE) material specifications and support.







